1533-5480-855 (微信同號)

1. 物料的儲存
水泥廠是連續運行的工廠,為了避免外部運輸的不均衡、設備能力之間的不平衡、上下工序間生產班制的不同,質量檢驗的要求以及由于其它原因造成物料供應的中斷,保證工廠正常地進行生產,要求各種原材料、燃料、半成品、成品在工廠內部都要有一定的儲存量。某物料的儲存量所能滿足工廠生產需要的天數,稱為該物料的儲存期。儲存期的計算以燒成系統的生產能力為基準。
2. 各種物料的儲存期
物料名稱 | 儲存期 (天) |
石灰質原料 | 3~10 |
硅鋁質原料 | 5~30 |
鐵質原料 | 10~30 |
燃料(煤) | 7~30 |
混合材料 | 2~30 |
石膏 | 20~35 |
生料 | 1~3 |
熟料 | 5~20 |
水泥 | 3~14 |
3.物料的儲存方式
物料的儲存方式有:露天堆場、簡易堆棚、聯合儲庫、圓庫(倉)、預均化堆場等。
露天堆場:未破碎的大塊的石灰石、石膏等;
簡易堆棚:輔助原料、原煤、石膏、混合材等;
聯合儲庫:輔助原料、原煤、石膏、混合材等;
圓庫(倉) :含水量小的小塊狀、顆粒狀、粉狀等非粘性物料,如碎石灰石、粉煤灰、干礦渣(粉) 、熟料、水泥等;
預均化堆場:石灰石、輔助原料、原煤等;
4.原料的預均化
原料的預均化是在堆料和取料過程中在預均化堆場內實現的。
水泥廠根據原料成分波動情況一般對石灰石、硅質原料(粘土、砂巖等)、燃料(煤)分別進行預均化。也有廠將石灰石與粘土混合預均化的。
5.預均化堆場的型式
常用的預均化堆場有長形預均化堆場、圓形預均化堆場。
長形預均化堆場設置兩個堆料區,一個區堆料,另一個區取料,兩區交替使用。長形預均化堆場具有擴建方便的優點。
圓形預均化堆場只有一個料堆,連續堆料和取料。同等儲量的條件下,圓形堆場占地面積小,設備的費用和維護費用均較低。但由于有出料隧道,當地下水位較高時也有其不利之處,另外,無法擴建。圓形預均化堆場的均化效果不如長形預均化堆場。
6.預均化堆場堆料方式
頂部采用帶式輸送機帶S型移動小車堆料、懸臂堆料機堆料。
7.預均化堆場取料方式
橋式刮板取料機取料、側式刮板取料機取料、裝載機取料、堆場底部出料。
8.堆取料機的規格
長形預均化堆場:懸臂堆料機軌道間距有: 4000、4500、5000等。
橋式刮板取料機軌道間距有: 22000 、 28000 、 31000、38000等。側式刮板取料機軌道間距有: 4000 、 4500 、 5000、5500等。
圓形預均化堆場:軌道直徑有: Ф60000、 Ф 80000、 Ф 90000 、 Ф 110000等。
長形預均化堆場(橋取):用于石灰石、原煤。
31000:2500t/d、3200t/d石灰石預均化堆場。
38000:5000t/d、6000t/d石灰石預均化堆場。
長形預均化堆場(側取):用于輔助原料、原煤。
圓形預均化堆場:Ф60000:≤2500t/d石灰石 、原煤
Ф 80000:2500t/d、3200t/d、 5000t/d
Ф 90000 :5000t/d、6000t/d
Ф 110000:6000t/d、 10000t/d。
9.生料的均化
出磨的生料其化學成分總難免有波動,須經過均化以至調整,才能滿足入窯生料控制指標的要求,一般入窯生料碳酸鈣含量的標準偏差控制在±0.2%。
新型干法水泥生產線都采用連續均化庫系統。其優點是流程簡單、操作管理方便、便于自動控制等。常用的生料均化庫型式有:MF庫、IBAU庫、CP庫、CF庫等。均化效果一般在4~11左右,單位電耗0.5~1.3kWh/t生料。
10.幾種常用熟料庫的規格及儲量:
規格 m | 儲量 t |
Ф15 ×36 | 7500 |
Ф18 ×40 | 10000 |
Ф22 ×50 | 20000 |
Ф32 × 28 | 25000 |
Ф45 × 38 | 50000 |
Ф60 ×41 | 100000 |
11. 幾種常用水泥庫的規格及儲量:
規格 m | 儲量 t |
Ф12 ×30 | 3500 |
Ф15 ×35 | 6500 |
Ф18 ×45 | 10000 |
Ф22 ×60 | 20000 |
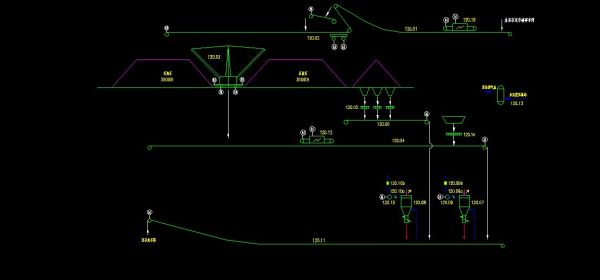
圓形預均化堆場工藝流程圖

長形預均化堆場(側堆橋取)工藝流程圖
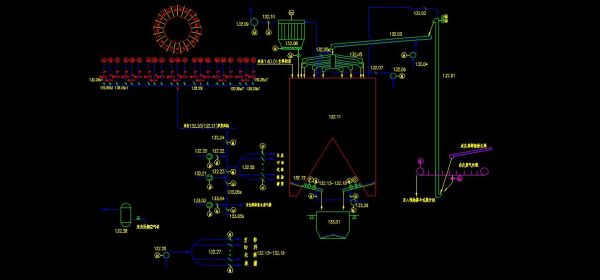
生料均化庫工藝流程圖
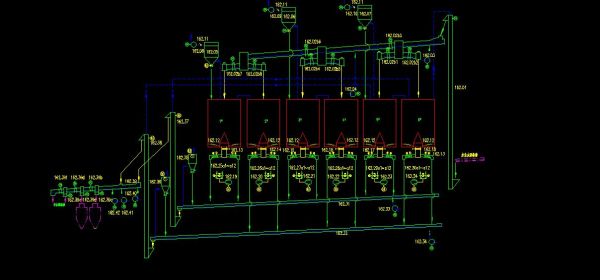
水泥庫工藝流程圖

Copyright?山東博研粉體技術裝備有限公司All Rights Reserved 魯ICP備20018595號-1
 魯公網安備37099202000305號
魯公網安備37099202000305號